Practical Guide for Powder Coating

In the realm of coating technologies, a method has proven to be a game changer for engineers and manufacturers: powder coating. It has gained attention not only for achieving exceptional finishes and long-lasting performance for mechanical parts but also as an environmentally friendly painting technology. In this article, we explore the basics of this coating, its benefits and drawbacks, common issues and solutions, and the latest technologies, including low-temperature curing coatings and automation systems.
Table of Contents
Overview of Powder Coating
The paint used in this coating consists of finely ground powders of pigments, hardeners, additives, and resins, which are applied directly to substrates like metal. Unlike traditional painting methods that use organic solvents, powder coating utilizes static electricity or heat to adhere fine powder paint to metal surfaces, thereby eliminating volatile organic compound (VOC) emissions. This makes it a well-known environmentally friendly coating technology. This coating is sometimes considered a type of baked coating, which involves heating to melt and cure the paint. However, powder coating uses a powdered form of paint, while common baked coatings use a liquid paint, making the two distinct from one another.
It is utilized across various sectors, including the automotive, appliance manufacturing, and construction industries. As environmental considerations and work efficiency become increasingly important, the significance of powder coating continues to grow.
There are three main methods of powder coating:
1. Electrostatic Powder Coating
This widely used method involves spraying negatively charged powder paint, which adheres to the substrate via static electricity.
2. Fluidized Bed Coating
This method involves immersing a heated substrate into a bed of powder.
3. Electrostatic Fluidized Bed Coating
In this method, the substrate is placed into a fluidized bed of charged powder paint, allowing the coating to be drawn to the surface.
Benefits and Drawbacks of Powder Coating
While this coating has many advantages, it also has some drawbacks.
Benefits
- Safe: The powder form reduces the risk of flammability, improving workplace safety.
- Durable: Unlike traditional liquid coatings, which may have vulnerabilities like pinholes or uneven coverage, powder coating provides a uniform and continuous thick protective layer, ensuring comprehensive resistance to corrosion, chemicals, and wear.
- Productive: Powder coating can create thick films in a single application, streamlining the process. Additionally, it can be easily automated, ensuring consistent quality.
- Environmentally Friendly: Since it does not use organic solvents, it does not emit VOCs, making it safer for human health.
- Resource Efficient: The coating material has a high utilization rate, allowing for the recovery and reuse of unused powder, resulting in minimal waste.
Drawbacks
- Substrate Restrictions: Powder coating can only be applied to heat-resistant materials due to the need for heat during curing.
- Film Thickness Limitations: Controlling thin-film thickness can be challenging, limiting use for small parts or precision devices.
- Color Change Delays: Changing colors can take time, making this coating method less suitable for low-volume, high-variety production.
- Initial Investment: The need for specialized equipment can lead to higher upfront costs.
Troubleshooting Powder Coating Issues
Let’s discuss common problems encountered in powder coating, their causes, and their solutions.
Case 1. Peeling Coating
2. Poor compatibility between the substrate and paint.
3. Improper curing conditions.
2. Select the appropriate paint based on the material (e.g., steel, stainless steel, and aluminum).
3. Ensure proper temperature and time settings during the curing process.
Case 2. Rust Formation on the Surface
2. Contact with dirty clothing, gloves, or bare hands, leading to the transfer of contaminants.
3. Inadequate drying, resulting in moisture remaining on the surface.
4. Insufficient rust prevention properties of the resins and pigments in the paint.
5. Coating thickness that is too thin to provide adequate rust protection.
6. Storage in a high-humidity environment.
2. Maintain clean working conditions with proper clothing and gloves, avoiding direct contact.
3. Perform air blowing at the end of pre-treatment, and properly adjust the drying oven’s time and temperature.
4. Select paints with high rust prevention properties, including reviewing the paint formulation.
5. Increase the coating thickness until adequate rust protection is achieved.
6. Store in an environment with humidity below 80%.
Case 3. Wrinkled Coating Surface: Orange Peel
2. High voltage settings during electrostatic spraying.
3. Disturbances such as wind or vibration before entering the curing oven.
4. Left in a heated state for an extended period after coating. (Excessive setting time.)
5. Dents caused by electrostatic repulsion of charged paint particles in areas with extra thick coating.
6. Recoating of products that have been charged with static electricity.
7. High temperature of the product being coated.
8. Inappropriate curing temperature.
2. Set voltage suitable for the coated materials.
3. Control airflow and vibration in the work process to prevent or mitigate paint falling.
4. Avoid leaving components in a humid environment.
5. a. Reduce voltage to suppress electrostatic repulsion.
b. Maintain an appropriate distance between the coated item and the spray gun.
c. Ensure proper grounding connections.
d. Monitor the ratio of virgin paint to reclaimed paint.
6. a. Lightly wipe the coated item with alcohol before painting.
b. Allow for natural discharge by leaving time between processes.
c. Install static eliminators.
7. Lower the temperature of the item before painting.
8. Adhere to the recommended curing condition while measuring the oven temperature.
Latest Technologies in Powder Coating
The technology behind this coating method is constantly evolving. Here, we highlight some of the latest innovations in the field.
Low-Temperature Curing Coatings
These special coatings cure at lower temperatures than traditional powder paints, requiring only 130-150°C (270–300°F) compared to the typical 170-200°C (340–390°F). This reduces energy consumption during the curing process, further enhancing the environmental benefits of powder coating.
Automation in Coating
With increasing environmental regulations and heightened corporate awareness, the demand for powder coating is rising. Innovations in automation technologies include advanced paint supply systems, automatic floor-cleaning systems, and 3D object recognition for unmanned control.
Conclusion
Powder coating offers numerous benefits, including reduced environmental impact, high material utilization efficiency, and outstanding durability. As regulations tighten and environmental awareness grows, the importance of this coating will continue to rise.
meviy Sheet Metal
Powder Coating Options
meviy offers powder coating for your custom sheet metal parts.
Processing Method
meviy utilizes a high-efficiency coating treatment throughout the baking process. This involves applying a dry powder paint material—typically composed of finely ground pigment and resin particles—to the surface of the mechanical component. The powder particles are charged with static electricity, ensuring they adhere evenly and firmly to the surface, creating a seamless and uniform coating.
After the powder is applied, the components are transferred to a curing oven. Inside the oven, the powder particles undergo a fascinating transformation. As the temperature rises, the particles melt and fuse, forming a continuous film that tightly adheres to the surface. This curing process, known as baking, is crucial for developing the coating’s exceptional properties.
Overall, baking in the coating process stands out as a reliable and superior method for surface treatment. With its outstanding durability, eco-friendliness, and versatility, it remains the preferred choice for enhancing both the performance and appearance of mechanical components across a wide range of applications.
Color Options
| meviy offers a large variety of powder coating colors for custom sheet metal parts in both inch and metric measurements. The color values of our prestigious finishes for inch-thick sheet metal, using paints manufactured by PPG, are in accordance with RAL standards. For metric parts, we comply with the JPMA (Japan Paint Manufacturers Association), and RAL reference values can be found. |     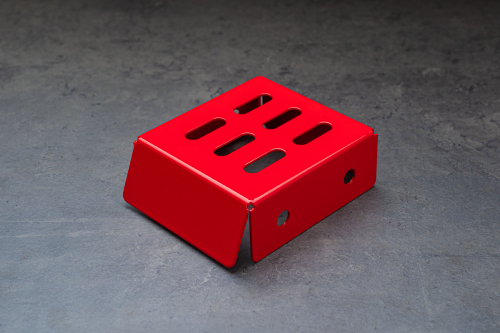        |