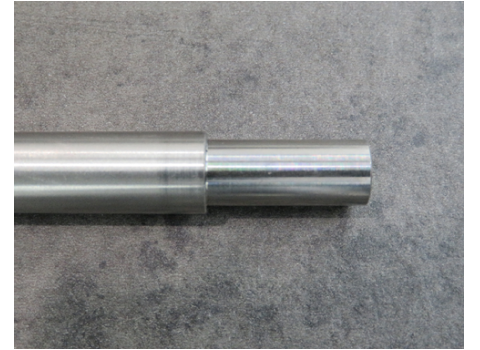
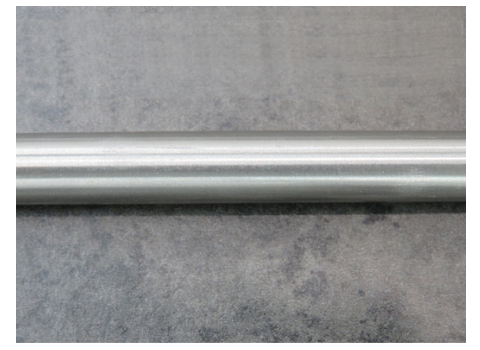
Appearance Quality

 |
 |
 |
 |
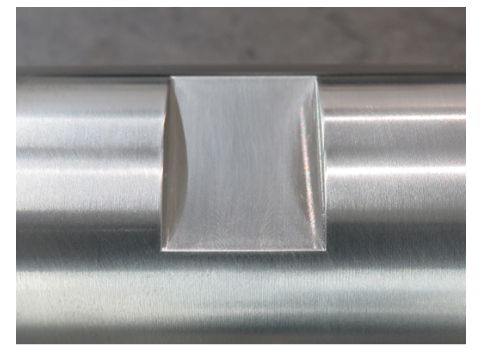
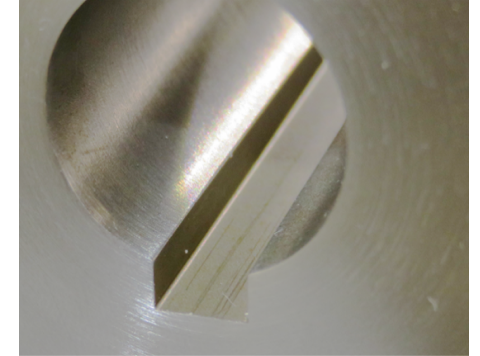
| Hard Chrome Plating | Trivalent Chromate (clear) | Trivalent Chromate (black) | Low Temperature Black Chrome |
 |
 |
 |
 |
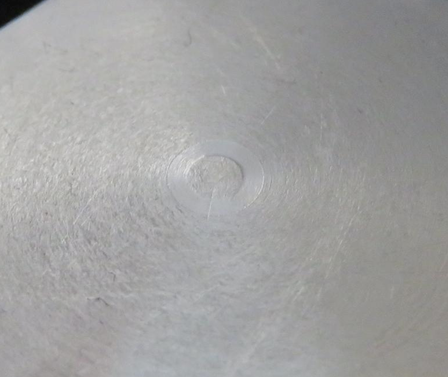
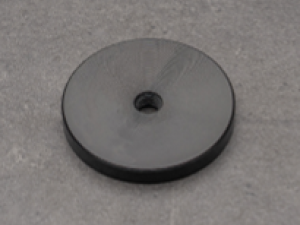
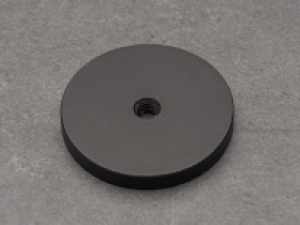
| Clear Anodize | Black Anodize | Black Anodize (matte) | Hard Anodize (Clear) |
 |
|||
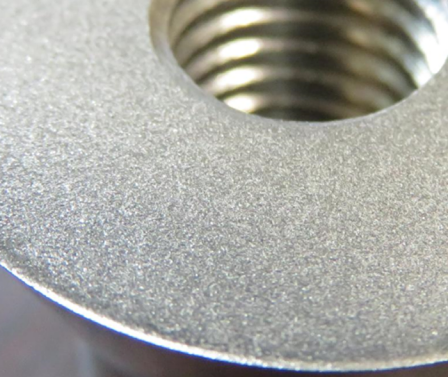
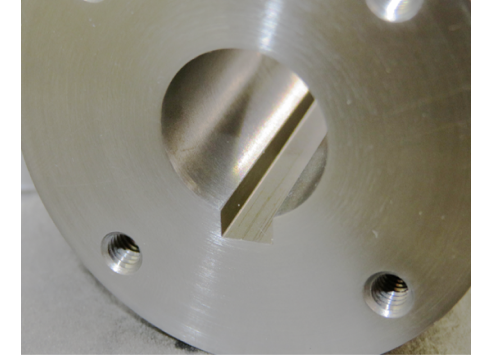
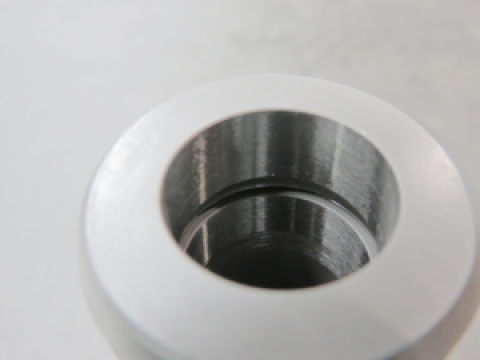
| Passivation |





Tip