- HELP
- Technical Information
- Sheet metal
- Accuracy and Machining Specifications
- About Edge Breaking
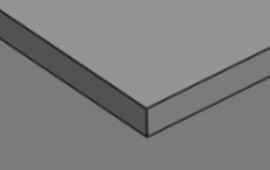
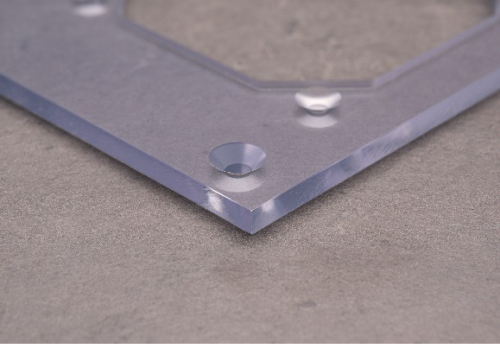
About Edge Breaking
| Model Examples | Feature Example | Standard Values | |
|---|---|---|---|
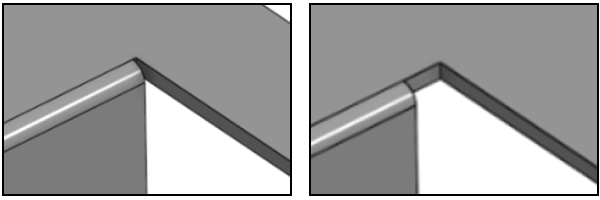
| Light Edge Breaking | Heavy Edge Breaking | ||
 |
|
None |
|
|
 |
 |
|
|
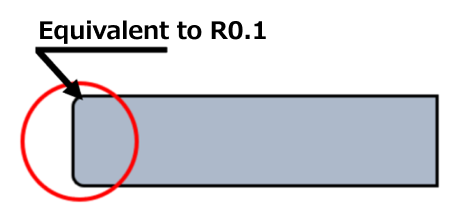
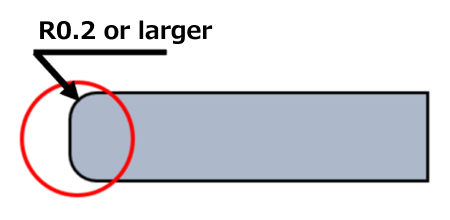
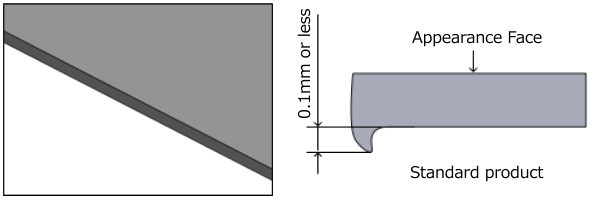
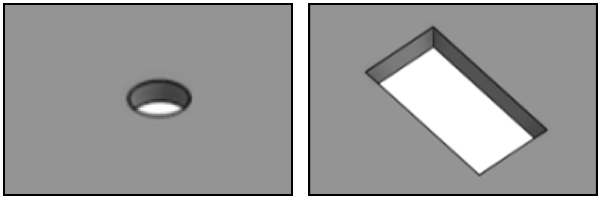
No burrs or flash of 0.1mm or larger | Finish burrs and flash and Break Edges to approx. R0.1 | |
|
No burrs or flash of 0.1mm or larger | Finish burrs and flash and Break Edges to approx. R0.1 | |



Caution
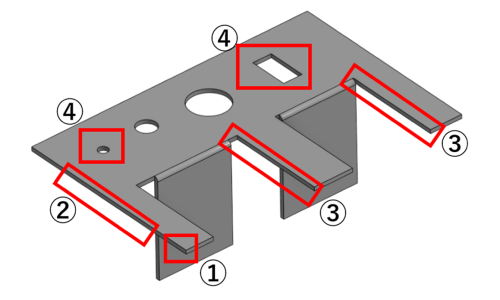
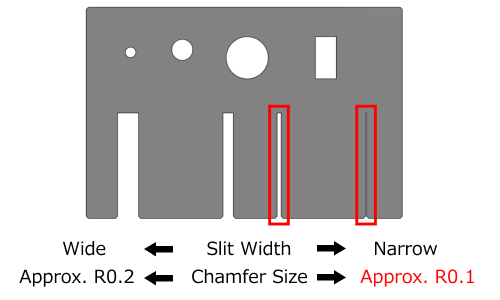
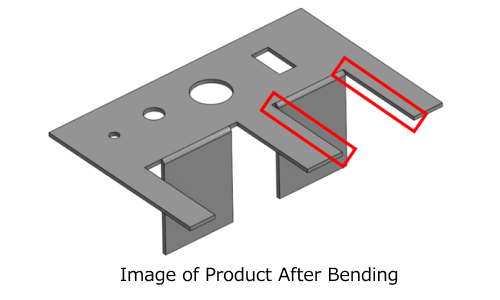
Cases Where Edge Breaking is RestrictedSince Edge Breaking is performed by a deburring machine before bending, narrow slits will have a fine edge break finish (approx. R0.1).
Caution
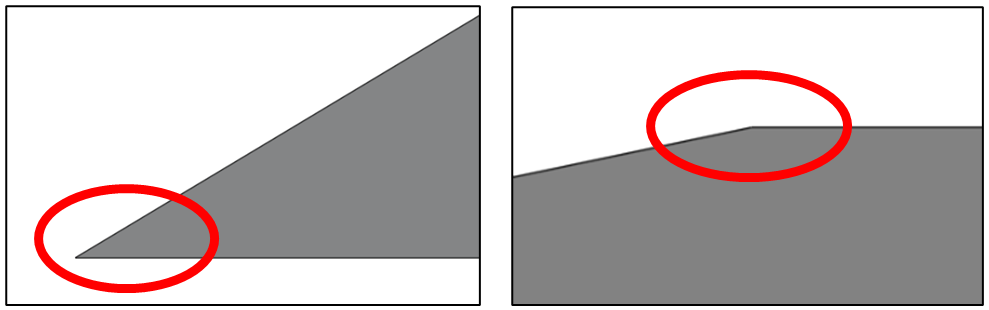
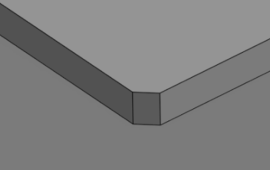
Cases where External Corner Chamfering is Not Applicable1. Model corner includes curves
2. Acute angles less than 30° and obtuse angles greater than 170°