- HELP
- Technical Information
- Welded Sheet Metal
- Applicable Parts/Materials
- Instructions and Details for Welding Information
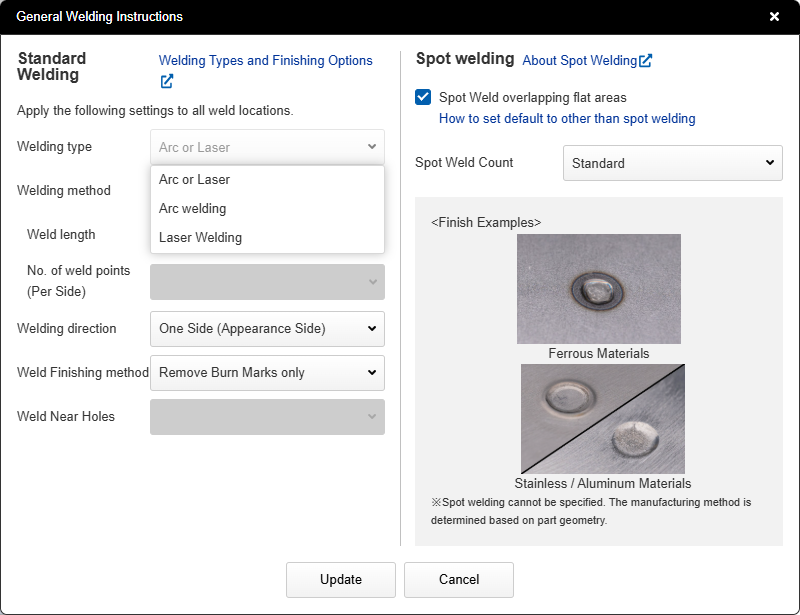
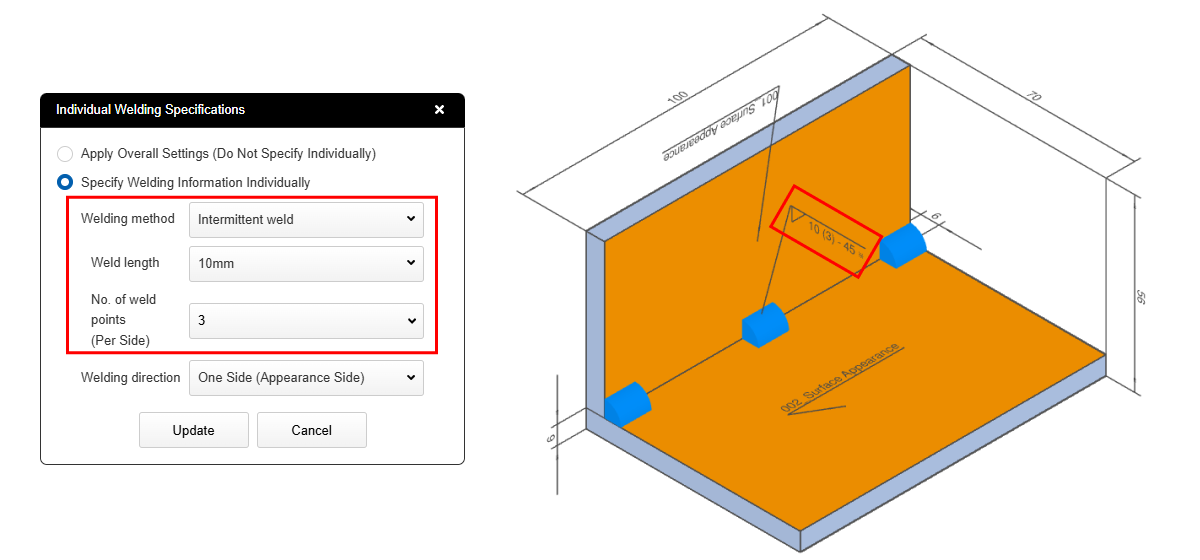
Instructions and Details for Welding Information
 |
|
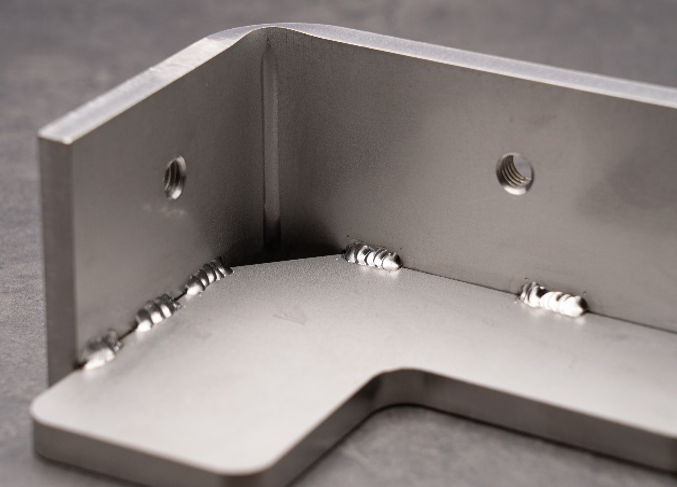
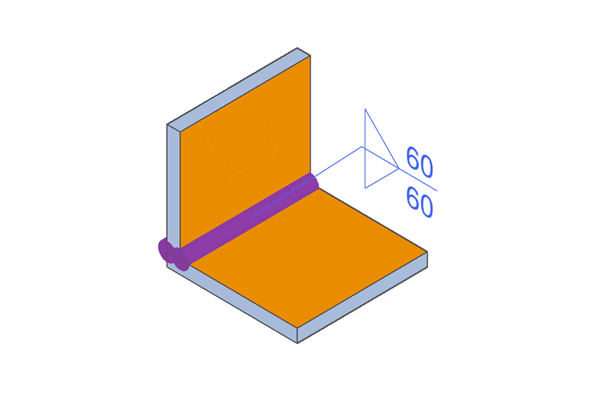
Arc welding |

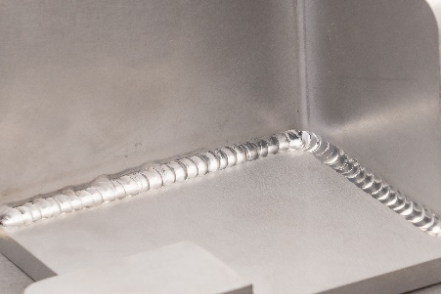
Laser Welding |

Spot Welding |
|

Tip
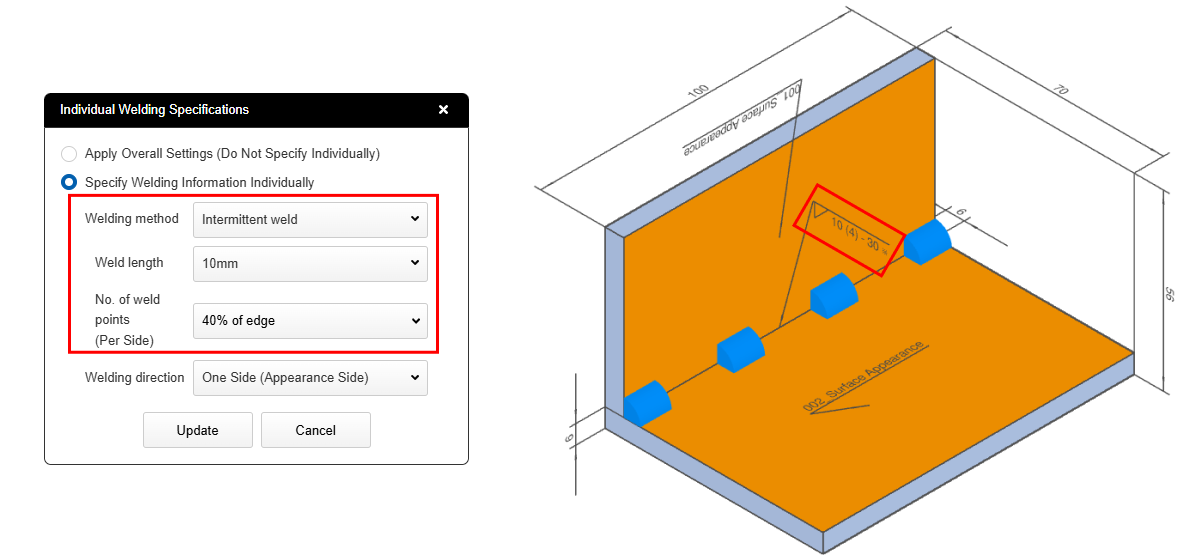
You can choose between two methods for specifying the number of weld locations: a fixed value or calculation based on a ratio.
-
Fixed value →For each edge, the weld spacing will be adjusted so that the specified number of welds (based on the fixed value) is applied.Example: For a weld length of 40 mm, with the settings “Weld Length: 10 mm” and “Number of Weld Locations (per edge): 3”
-
Ratio-Based Calculation →For each edge, the number of welds and weld spacing are adjusted so that the selected percentage of the edge is welded.Example: For a weld length of 40 mm, with the settings “Weld Length: 5 mm” and “Number of Weld Locations (per edge): 40%”
Caution
If the selected weld length and number of weld locations for intermittent welding exceed the available weldable edge length, the system will classify that section as continuous welding.
*Note: Intermittent welding cannot be applied when the spacing between welds is less than 5 mm.
Weld length: 30mm, Number of weld locations: 4
→ 30mm × 4 = 120mm which exceeds the weldable edge length of 100 mm, therefore it will be treated as continuous welding.
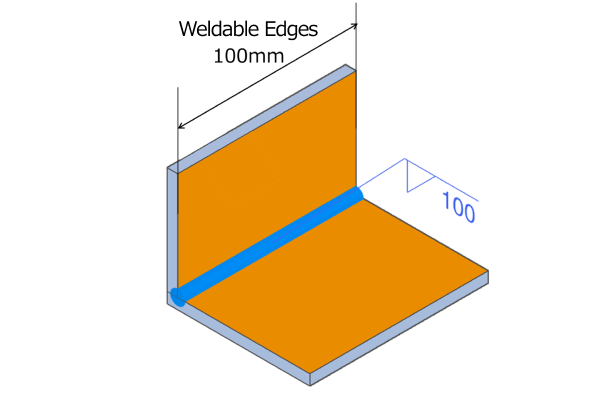 Example of a Case Treated as Continuous Welding
Example of a Case Treated as Continuous Welding
Caution
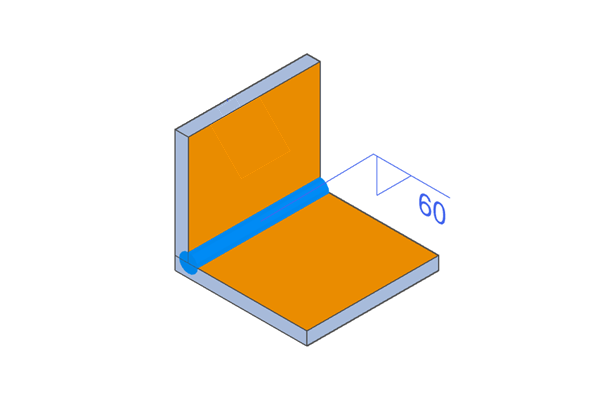
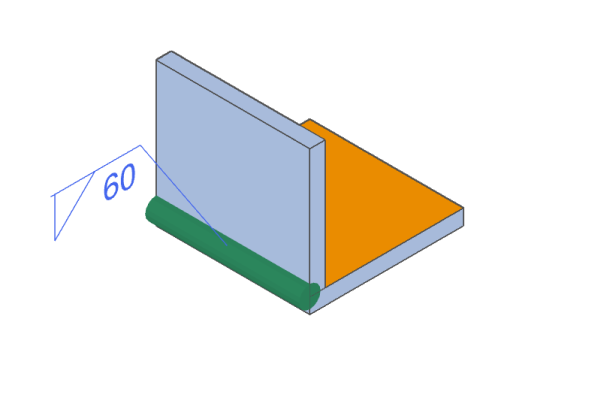
For T-welds between plate thick surfaces and plate flat surfaces, and welded joints where plate flat surfaces overlap cannot be specified for the welding direction.
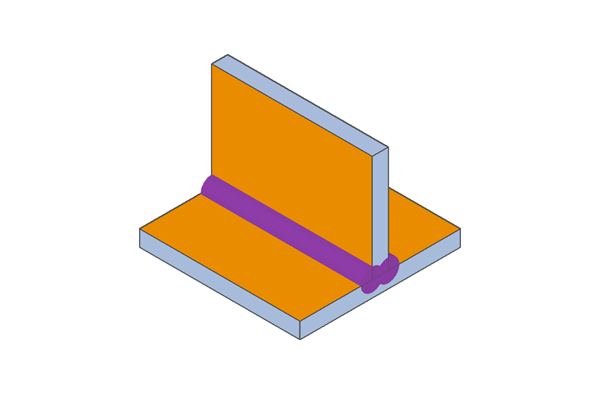 Example of T-welded flat plate surfaces
Example of T-welded flat plate surfaces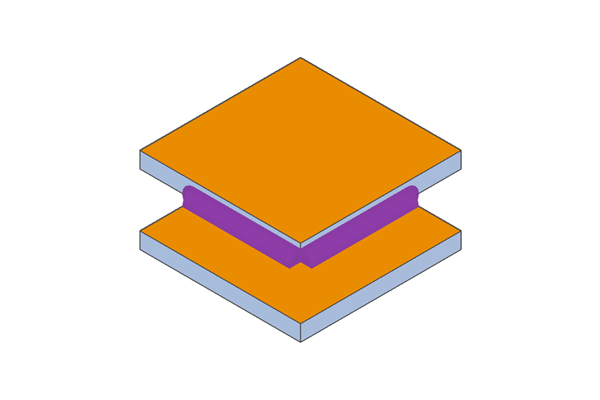 Example of T-weld on flat plate
Example of T-weld on flat plate
The processing direction for spot welding is determined during manufacturing based on the shape.
If you require spot welding from a specific orientation, please specify this in the additional instructions field and request a quote from our representative.
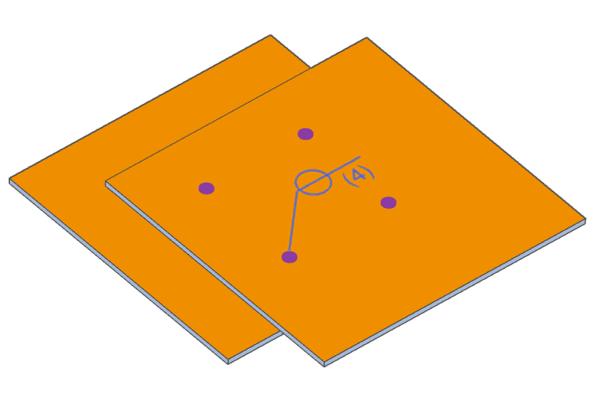
Examples of spot welding

