Meviy Welded Sheet Metal Service determines the machinability of welded areas and component parts within products.
Refer to the table below for machinability limits or dimensional ranges of welded areas within products.
For machining limits of component parts, refer to the sheet metal part design guideline “Range of Machining Limits“.
However, since the machining limits for components in the Welded Sheet Metal Service differ from those for some sheet metal parts, they are listed in the table below.
*Values may differ from those listed depending on surface treatment, shape, and processing conditions.
*When two or more plate thicknesses are present, the threshold for the thickest plate thickness is applied to the entire product to determine machinability.
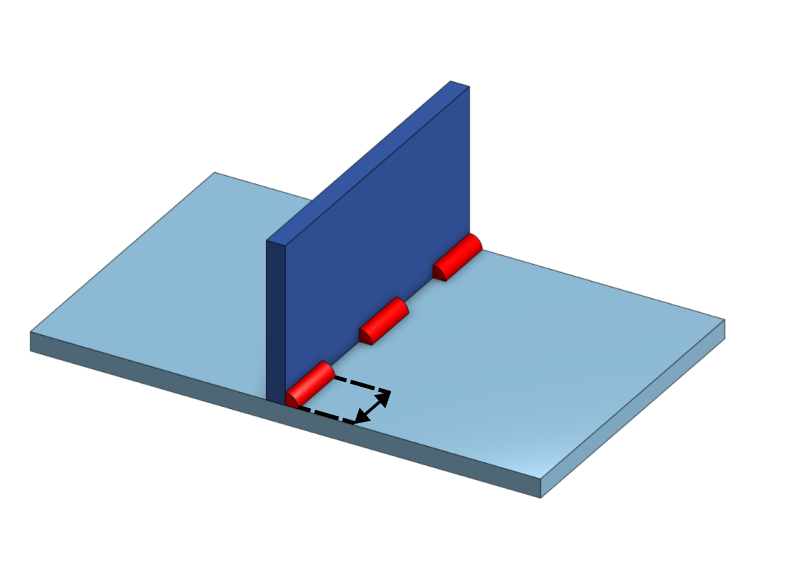
Minimum Weld Length
Processing Limit/Dimension Range
Sheet Thickness
Limit Value
Low Carbon Steel (Cold/Hot)
Low Carbon Steel (Hot Rolled)
Low Carbon Steel (Electrolytic Zinc Plating)
Standard (arc or laser)
Arc Welding
1.0
1.0
1.2
1.6
2.0
2.0
2.3
3.2
3.0
4.5
5.0
6.0
9.0
10.0
10.0
12.0
16.0
Sheet Thickness
Limit Value
304 SS (No.1)
304 SS (2B)
430 SS (2B)
Standard (Arc or Laser)
Arc Welding
1.0
3.0
1.0
1.2
1.5
2.0
2.0
2.5
3.0
3.0
4.0
10.0
5.0
6.0
9.0
10.0
10.0
12.0
Sheet Thickness
Limit value
304 SS (#400)
Standard (arc or laser)
Arc welding
1.0
1.0
1.2
1.5
2.0
2.0
3.0
3.0
Sheet Thickness
Limit Value
5052 Aluminum Alloy
Standard (arc or laser)
Arc welding
1.0
5.0
1.2
1.5
1.6
2.0
10.0
2.5
3.0
4.0
15.0
5.0
20.0
6.0
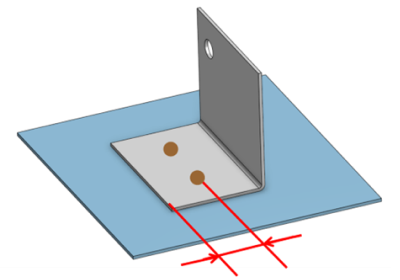
Part Examples
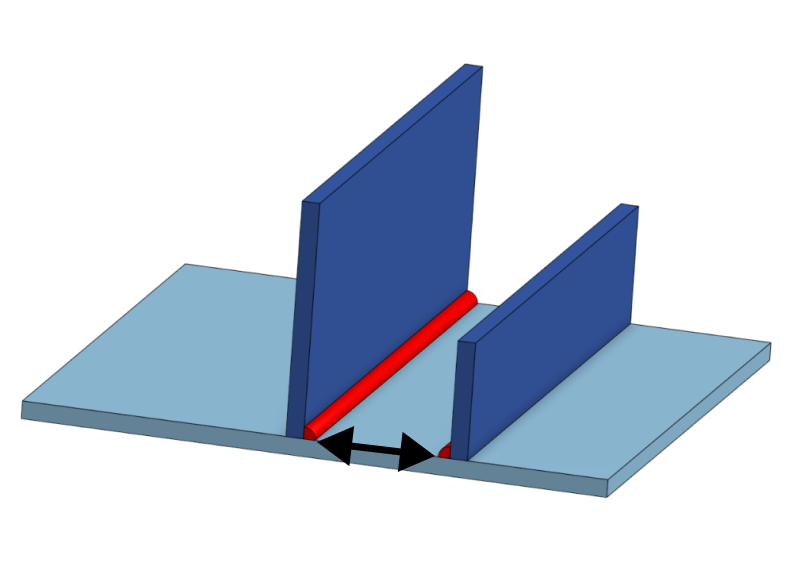
Minimum distance between flat welds
Processing limits/dimension range
Sheet Thickness
Guaranteed Value
Low Carbon Steel (Cold/Hot)
Low Carbon Steel (Hot Rolled)
Low Carbon Steel (Electrolytic Zinc Plating)
Standard (arc or laser)
Arc Welding
1.0
4.0
1.2
4.5
1.6
2.0
5.0
2.3
3.2
4.5
6.0
6.0
7.0
9.0
10.0
10.0
12.0
16.0
Sheet Thickness
Guaranteed Value
304 SS (No.1)
304 SS (2B)
430 SS (2B)
Standard (Arc or Laser)
Arc Welding
1.0
3.0
4.0
1.2
4.5
1.5
2.0
5.0
2.5
3.0
4.0
6.0
5.0
7.0
6.0
8.0
9.0
10.0
10.0
10.0
12.0
Sheet Thickness
Guaranteed Value
304 SS (#400)
Standard (arc or laser)
Arc welding
1.0
4.0
1.2
4.5
1.5
2.0
5.0
3.0
Sheet Thickness
Guaranteed Value
5052 Aluminum Alloy
Standard (arc or laser)
Arc Welding
1.0
20.0
1.2
1.5
1.6
2.0
2.5
25.0
3.0
30.0
4.0
5.0
6.0
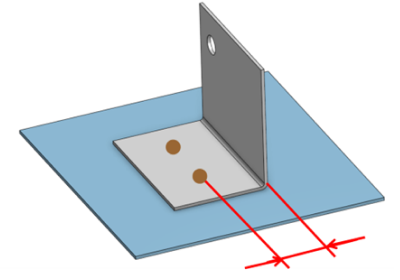
Example locations
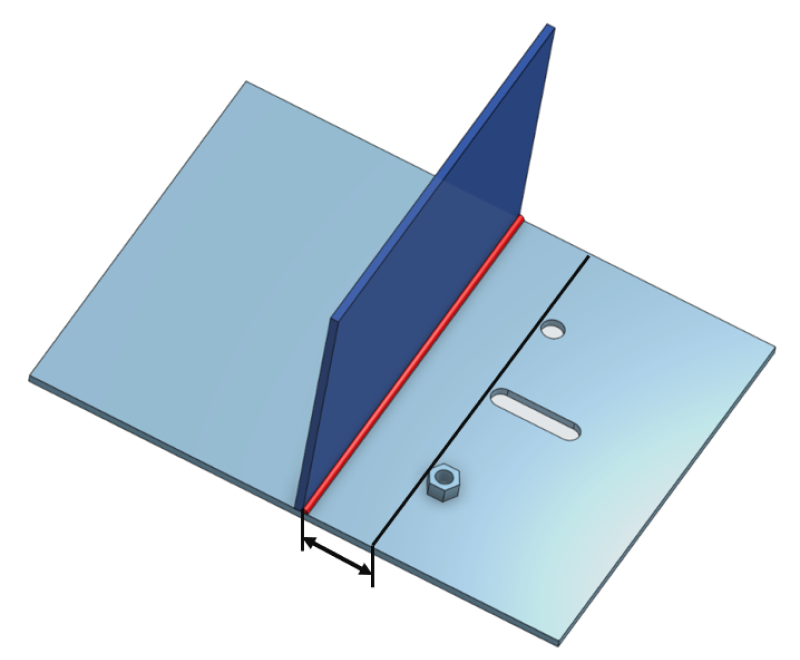
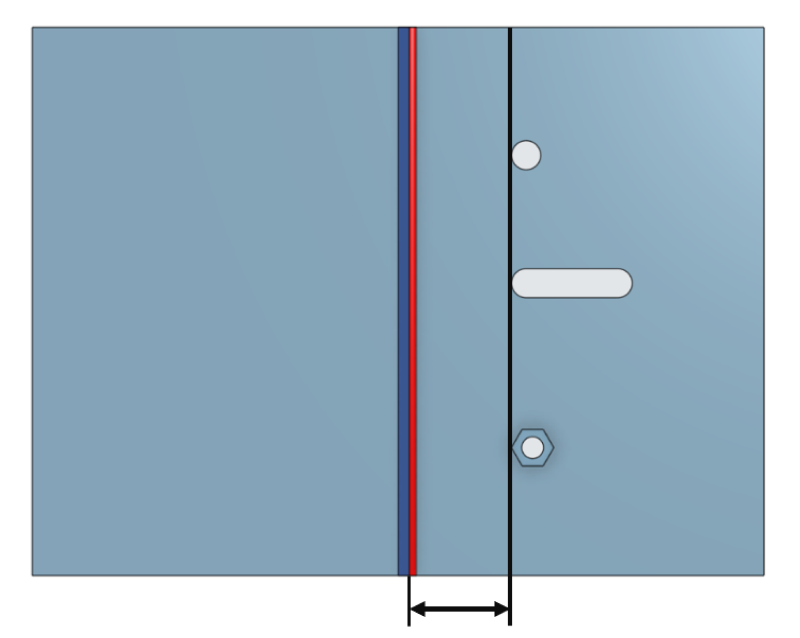
Minimum Distance Between Welded Areas and Various Holes
Processing limits/dimension range
Sheet Thickness
Limit Value
Low Carbon Steel (Cold/Hot)
Low Carbon Steel (Hot Rolled)
Low Carbon Steel (Electrolytic Zinc Plating)
Standard (arc or laser)
Arc Welding
1.0
5.0
1.2
1.6
2.0
6.0
2.3
3.2
4.5
8.0
6.0
10.0
9.0
10.0
12.0
16.0
12.0
*Due to manufacturing constraints, for certain iron-based painted products (T Cream (approximate Munsell 10GY9/1) and trivalent chromate (black)), press-fit nuts will be quoted by Manual Quote.
Sheet Thickness
Limit Value
304 SS (No.1)
304 SS (2B)
430 SS (2B)
Standard (arc or laser)
Arc Welding
1.0
3.0
5.0
1.2
1.5
2.0
6.0
2.5
3.0
4.0
4.0
8.0
5.0
5.0
10.0
6.0
6.0
12.0
9.0
10.0
10.0
10.0
12.0
Sheet thickness
Limit value
304 SS (#400)
Standard (arc or laser)
Arc welding
1.0
5.0
1.2
1.5
2.0
6.0
3.0
Sheet thickness
Limit value
5052 Aluminum Alloy
Standard (arc or laser)
Arc Welding
1.0
10.0
15.0
1.2
1.5
1.6
2.0
20.0
2.5
3.0
25.0
4.0
30.0
5.0
6.0
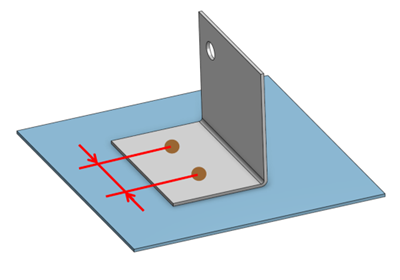
Example of location
Minimum distance between spot weld and hole/plate edge
Sheet thickness
Limit value
Low Carbon Steel (Cold/Hot)
1.0
5.0
1.2
5.0
1.6
5.0
2.0
7.5
2.3
10.0
3.2
10.0
Sheet thickness
Limit value
Low Carbon Steel (Electrolytic Zinc Plating)
1.0
10.0
1.2
10.0
1.6
10.0
2.0
10.6
2.3
11.5
3.2
13.2
Sheet thickness
Limit value
304 SS (2B)
430 SS (2B)
1.0
6.0
1.2
6.0
1.5
7.0
2.0
9.0
2.5
10.0
3.0
11.0
Sheet Thickness
Limit value
5052 Aluminum Alloy
1.0
8.0
1.2
9.0
1.5
10.0
1.6
10.0
2.0
11.0
2.5
12.0
Minimum distance from spot weld to bend
Sheet thickness
Limit value
Low Carbon Steel (Cold/Hot)
1.0
10.0
1.2
10.4
1.6
11.2
2.0
12.0
2.3
14.6
3.2
16.4
Sheet thickness
Limit value
Low Carbon Steel (Electrolytic Zinc Plating)
1.0
11.0
1.2
11.2
1.6
11.6
2.0
12.0
2.3
14.6
3.2
16.4
Sheet thickness
Limit value
304 SS (2B)
430 SS (2B)
1.0
8.0
1.2
8.4
1.5
10.0
2.0
13.0
2.5
15.0
3.0
16.0
Sheet thickness
Limit value
5052 Aluminum Alloy
1.0
12.0
1.2
12.4
1.5
13.0
1.6
13.2
2.0
15.0
2.5
15.0
Minimum distance between spot welds
Sheet thickness
Limit value
Low Carbon Steel (Cold/Hot)
Low Carbon Steel (Electrolytic Zinc Plating)
1.0
15.0
1.2
17.0
1.6
19.0
2.0
21.0
2.3
23.0
3.2
27.0
Sheet thickness
Limit value
304 SS (2B)
430 SS (2B)
1.0
15.0
1.2
17.0
1.5
19.0
2.0
21.0
2.5
25.0
3.0
27.0
Sheet thickness
Limit value
5052 Aluminum Alloy
1.0
20.0
1.2
22.0
1.5
25.0
1.6
25.0
2.0
28.0
2.5
32.0
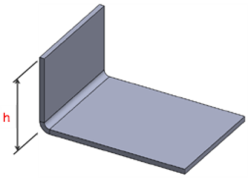
Minimum bend height: Standard bending process
Processing limits/dimension range
Material
Sheet Thickness
Limit Value h
Low Carbon Steel (Hot Rolled)
9.0
40.0
Part Examples
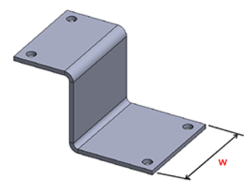
Bending width dimension specification range
Processing limits/dimension range
Material
Sheet Thickness
Dimension Range w
Low Carbon Steel (Hot Rolled)
9.0
10 to 500
304 SS (2B) *1
5.0
10 to 850
Part Examples
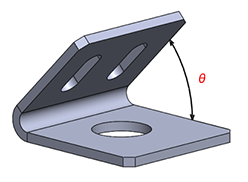
Minimum angle for sharp bends
Processing Limits and Dimensional Range
The angle θ f o r sharp bends must be 45° or greater.
However, for Welded Sheet Metal services, the θrequirement differs only for the following materials and sheet thicknesses.
Material
Surface Treatment
Sheet Thickness
Sharp bend angle
5052 Aluminum Alloy
None
1.0 1.2 1.5 1.6 2.0 2.5 3.0 4.0 5.0 6.0
θ ≥ 90
Anodized (White)
Anodized (Black)
Anodized (Matte Black)
Low Carbon Steel *1
None
1.6 2.0 2.3
Electroless Nickel Plating
Trivalent Chromate (Clear)
304 SS (2B) *1
–
1.5 2.0 2.5 3.0 4.0 5.0
430 SS (2B) *1
–
1.5 2.0 3.0
Part Examples
*1 Due to factory processing constraints, restrictions apply only to long lead time services. If you cannot select a long lead time quote despite being within the applicable range, please contact meviy support.