- HELP
- Technical Information
- Welded Sheet Metal
- Applicable Parts/Materials
- Spot Welding and Finishing
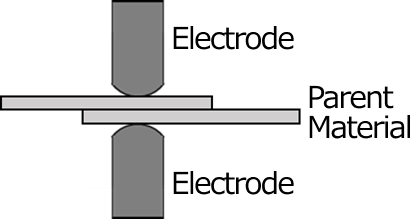
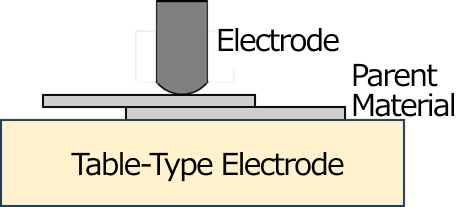
Spot Welding and Finishing
Caution
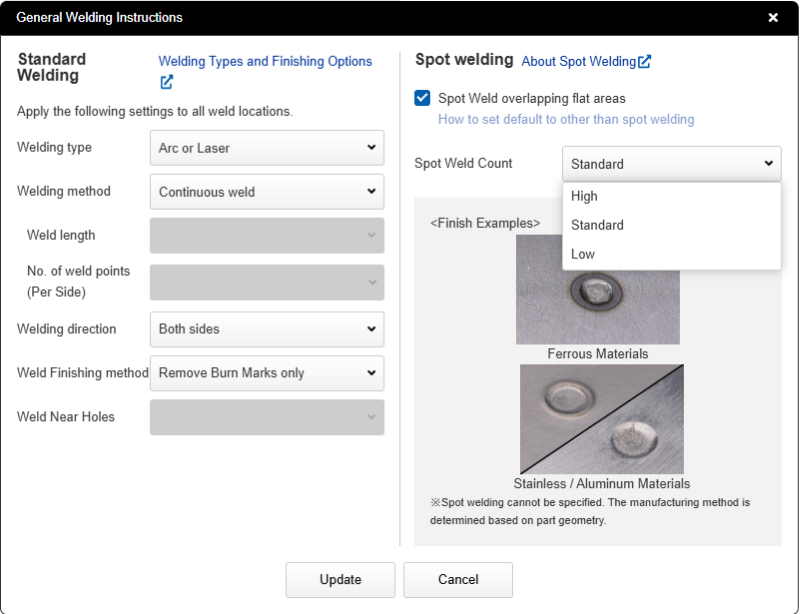
Even if you select “High” or “Low” in the spot number pattern, the number
of spot welds may not change compared to the “Standard” setting.
In such cases, the message “Pattern and number of Spot Welds changed to allow quote” will be displayed in the precautions.
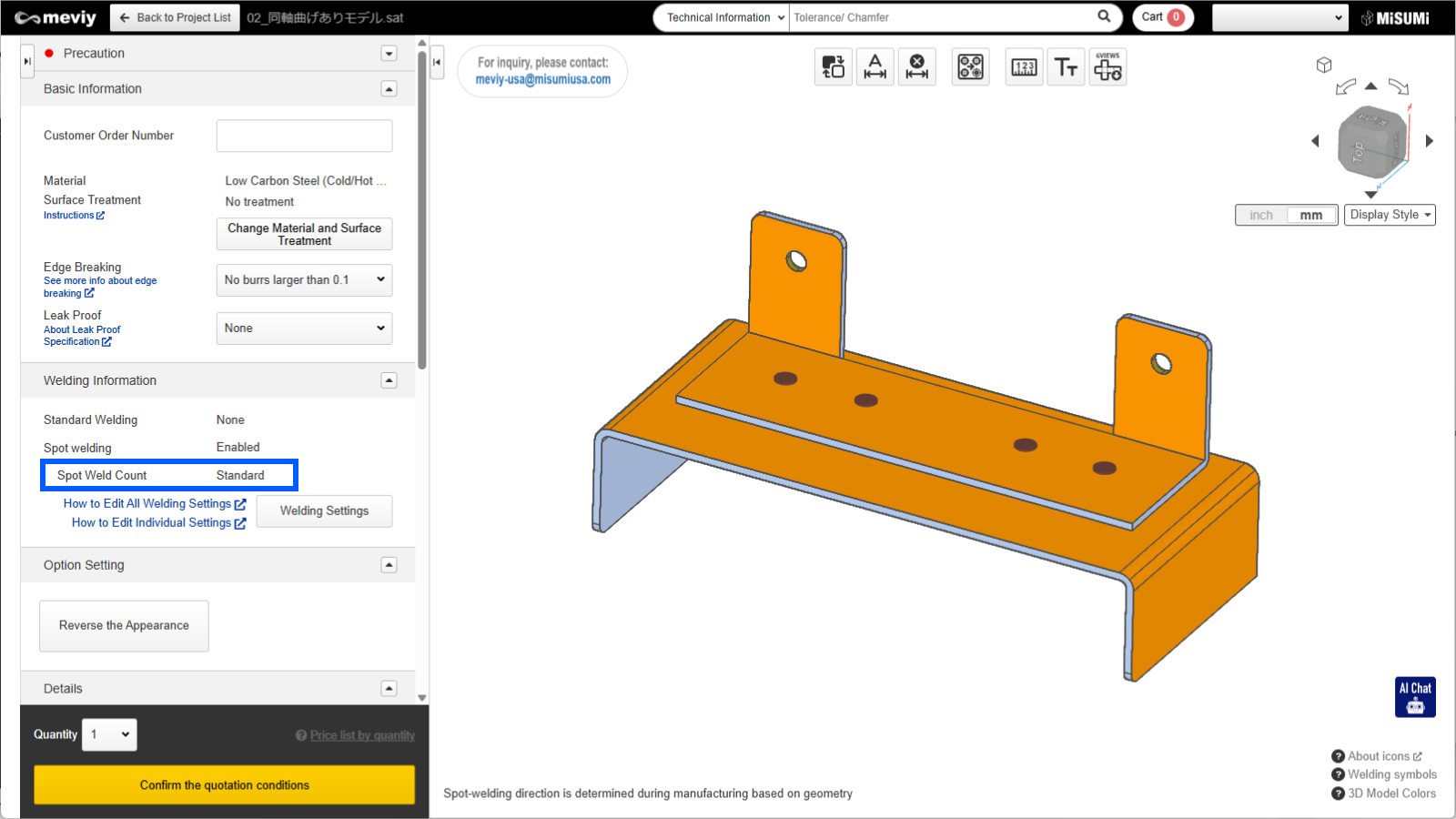
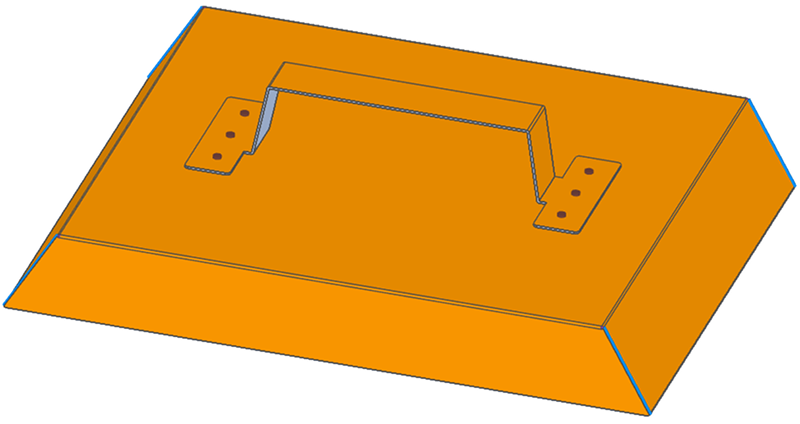
Spot Pattern: When “Standard” is selected
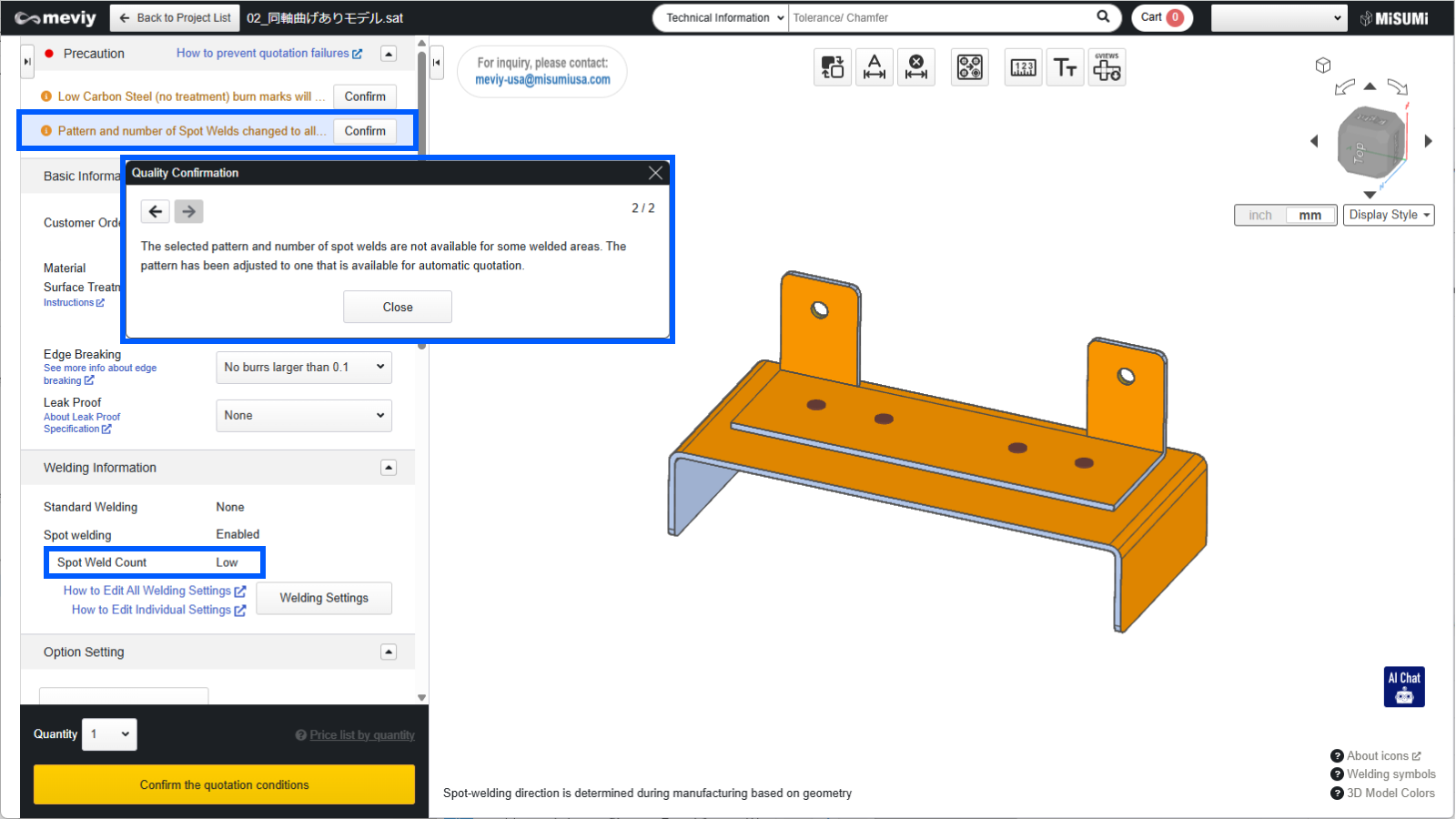
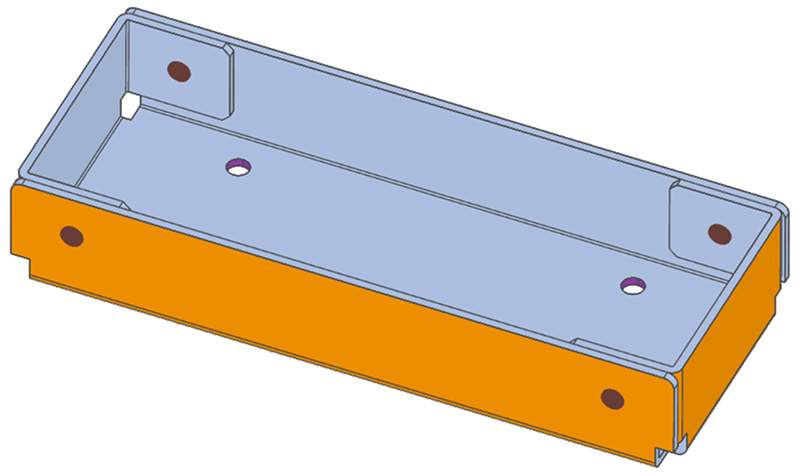
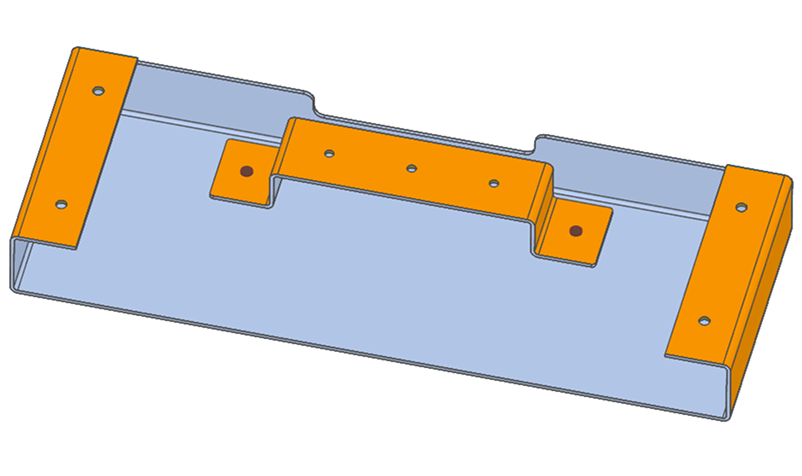
Spot Pattern: When “Low” is Selected
Spot welding will also be applied at 4 points, same as the “Standard” pattern.