“Burn Mark Removal only” removes weld scale using the specified method. However, for Low Carbon Steel (Cold/Hot Rolled), Low Carbon Steel (Cold Rolled) (Electrolytic Zinc Plating), and 5052 Aluminum Alloy materials, weld scale embedded deep inside welds cannot be reached by tools and will remain.
The “Scale Removal Only” finishing method varies by material and is performed using coarse grinding or electrolytic polishing.
・Coarse grinding:
Low Carbon Steel (Cold/Hot Rolled), Low Carbon Steel (Cold Rolled) (Electrolytic Zinc Plating) , and 5052 Aluminum Alloy are processed using a grinder.
Within tool-accessible areas, not only weld burn but also the weld bead area is ground; however, complete flattening of the weld bead is not performed.
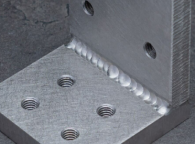
For weld beads and weld burn marks in areas inaccessible to tools, soot removal is performed using a cloth cleaner or similar.
If complete flattening of the weld bead is desired, please select the grinding finish option.
Weld burn treatment targets include the inner weld area. The weld bead itself remains untouched. No overall surface polishing is performed after burn removal treatment.
If you desire surface grinding on the visible side after burn removal treatment for 304 Stainless Steel (Single-Sided #400-Grit Polished), please select the grinder finish option.
304 Stainless Steel (2B) Appearance
Top: Outer side, Bottom: Inner side
304 Stainless Steel (No.1) Appearance
Top: Outer side, Bottom: Inner side
430 Stainless Steel (2B) Appearance
Top: Outer side, Bottom: Inner side
Grinder Finish
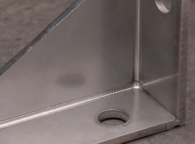
“Grinder Finish” involves using a grinder to process the weld bead area and weld burn (scale), flattening the weld bead area. However, welded areas recessed inward are excluded from weld bead flattening because tools cannot reach them.
Furthermore, for Low Carbon Steel (Cold/Hot Rolled) and 5052 Aluminum Alloy, internal weld scale is only addressed by soot removal. For stainless steel materials, internal weld scale is removed by electrolytic polishing.
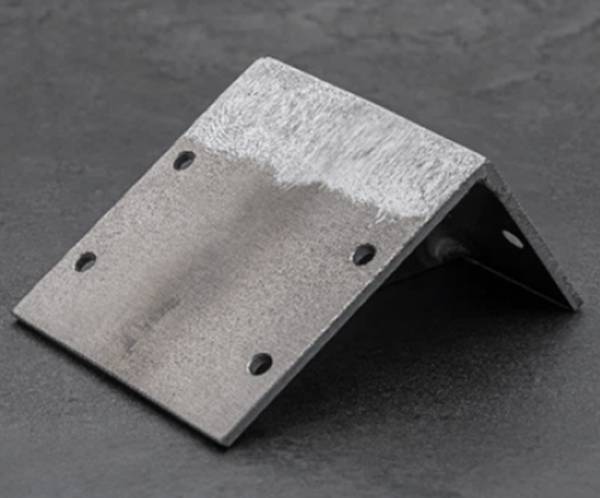
Low Carbon Steel (Cold/Hot Rolled)Outer Surface
5052 Aluminum Alloy Outer Surface
304 Stainless Steel (2B) Outer Surface
430 Stainless Steel (2B) Outer Surface
Finishing Areas (Arc Welding, Laser Welding)
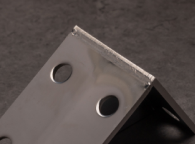
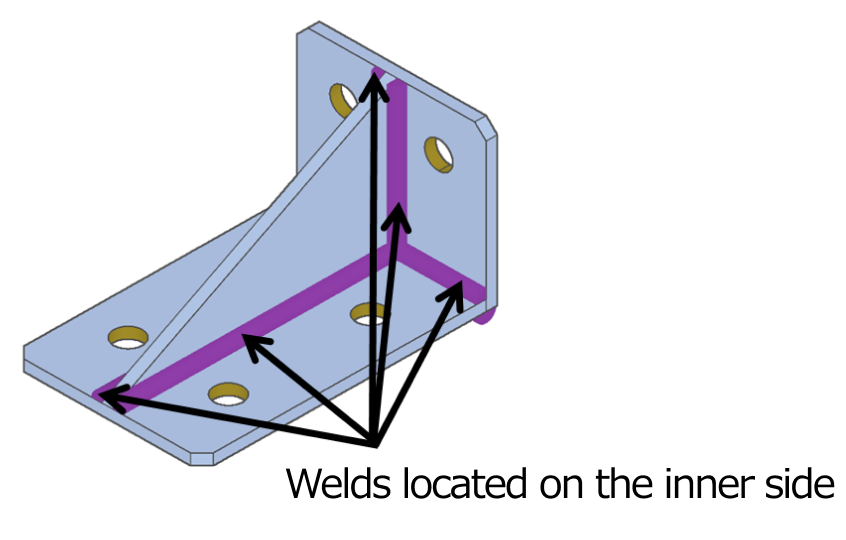
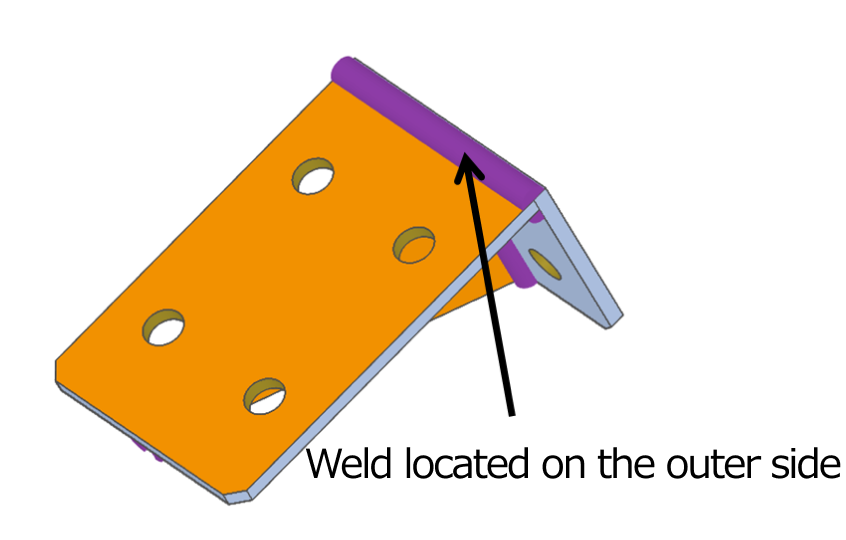
Both burn removal and grinder finishing apply only to weld beads and weld burn marks located on the outer surface of the product. Processing of weld beads and weld burn marks located on the inner surface of the product cannot be performed where tools cannot reach.
However, for stainless steel materials, weld burn marks associated with weld lines located on the inside are also subject to processing. Flattening of the inner weld bead is not possible.
Finishing Methods by Material and Surface Treatment (Arc Welding, Laser Welding)
Finishing Compatibility Chart by Material and Surface Treatment
Material
Burn Mark Removal only
Grinder finish
Outer
Weld scale
Inner
Weld burn (scale)
Weld bead residue
Outer side
Weld burn (scale)
Inside
Weld burn (scale)
Weld bead residue
Low Carbon Steel (Cold/Hot Rolled)
Low Carbon Steel (Cold/Hot Rolled) + Various Plating
Similar to other plated products, after grinding finish prior to surface treatment, the entire surface is polished using a double-action sander before plating.
Spot weld finishing is performed using a fixed method based on the material, regardless of the selection in the welding information field.
For example, even if grinding finish is selected in the welding information indicator field, grinding is not performed on the spot weld marks, so the spot weld marks remain as-is at shipment.
Finishing Methods by Material
・Low Carbon Steel (Cold/Hot Rolled):
No weld burn removal processing is performed for spot welds; spot weld marks are left as-is for shipment.
However, weld burn marks caused by temporary fasteners will be processed using a grinder within the range accessible by tools.
Weld burn marks from spot welding are removed by electrolytic polishing. Products are shipped with the spot weld marks remaining.
・5052 Aluminum Alloy:
No burn removal processing is performed for weld burns associated with spot welding. However, only the area near the spot weld marks is processed with a grinder to ensure no protrusions remain relative to the surrounding area.
No treatment is performed on weld burn marks caused by temporary stops.