- HELP
- Technical Information
- Welded Sheet Metal
- Welding Standards
- Appearance After Welding and Finishing Processes
Appearance After Welding and Finishing Processes


Caution
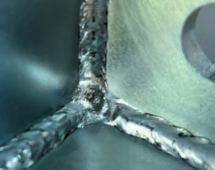
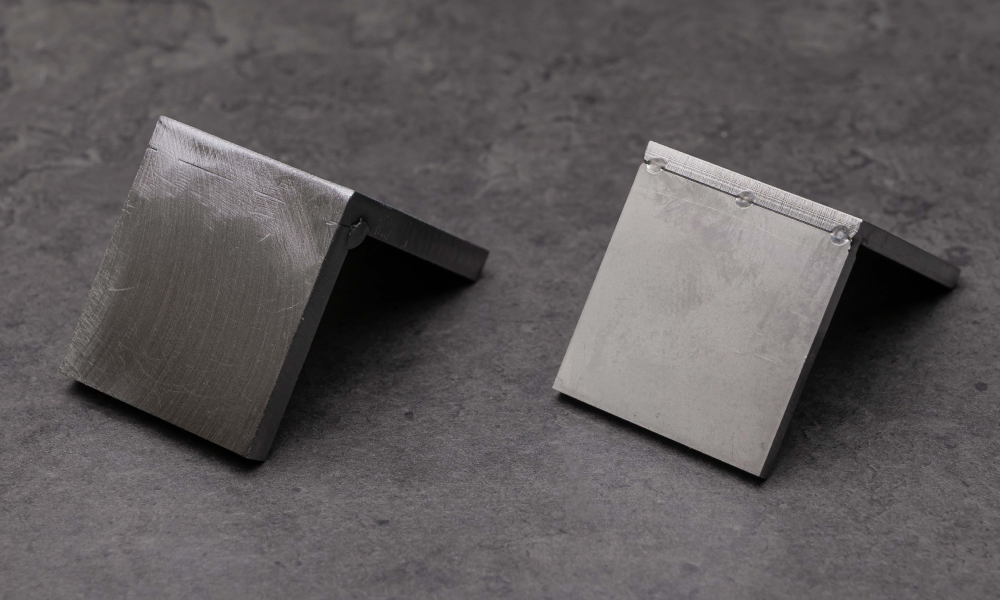
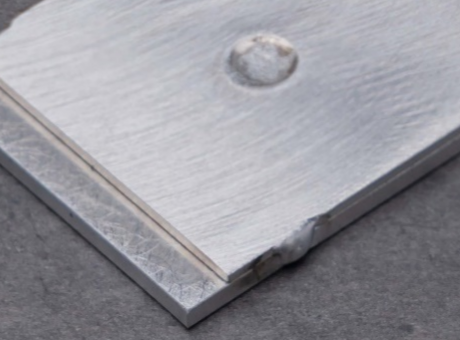
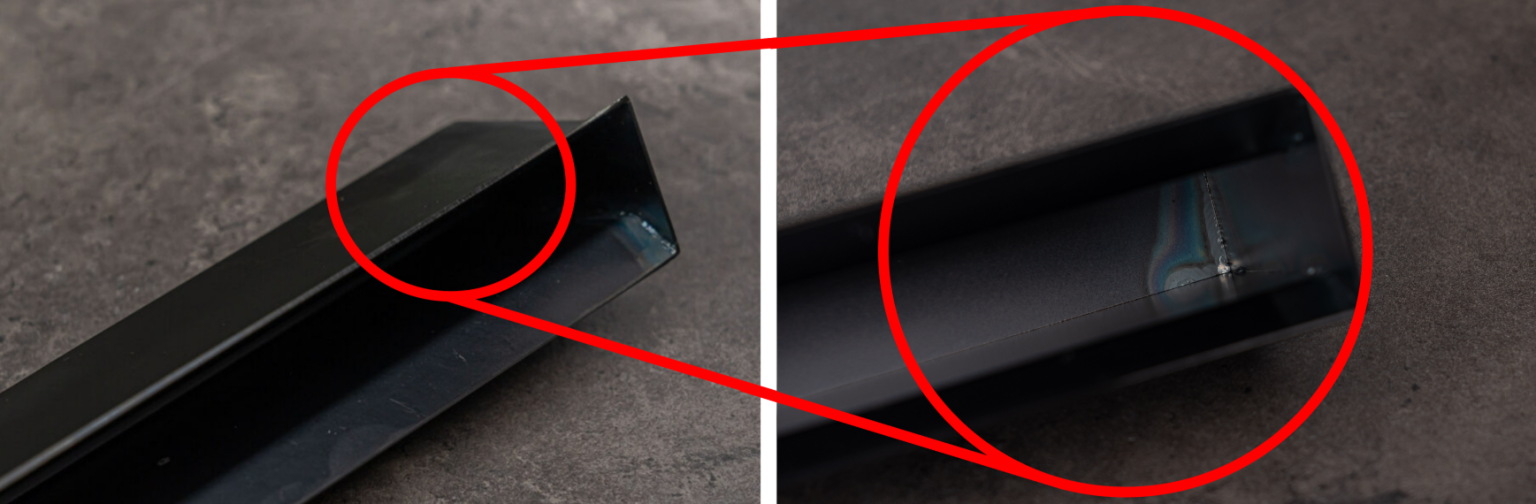
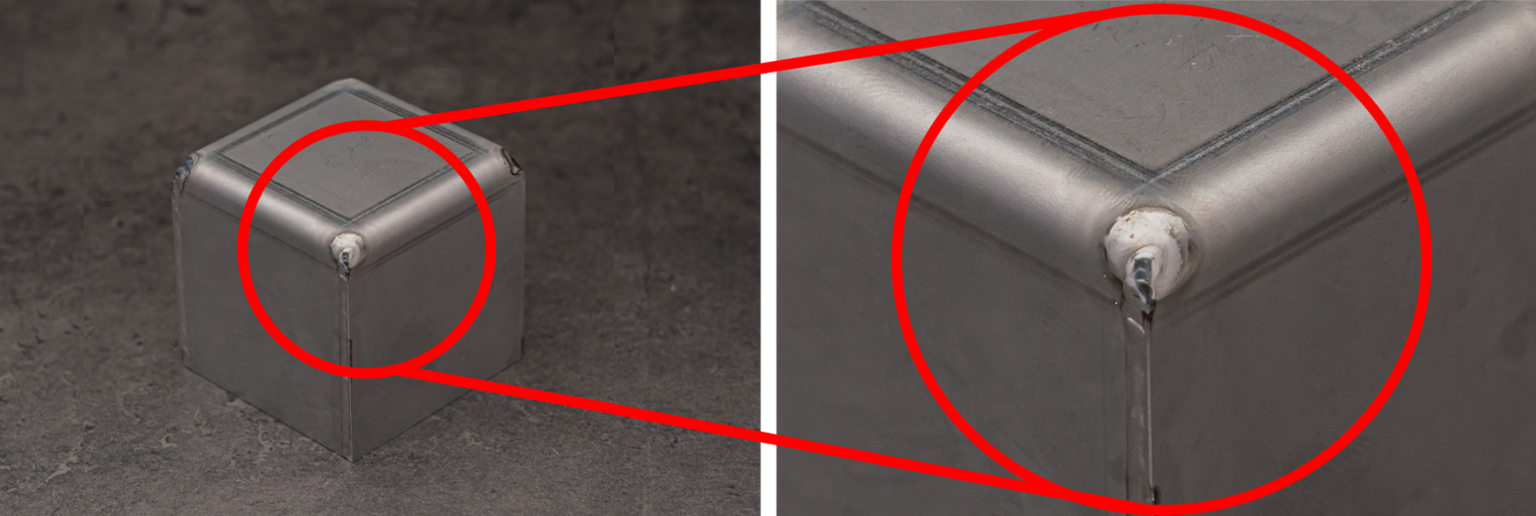
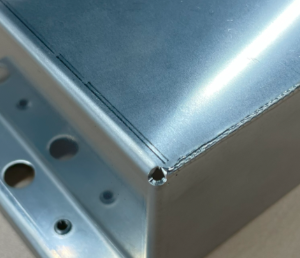
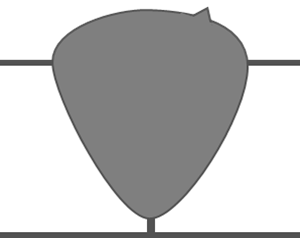
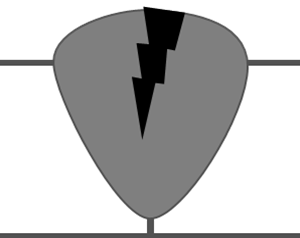
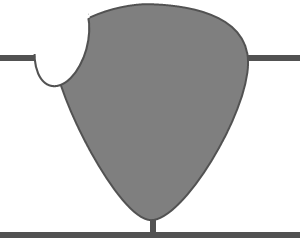
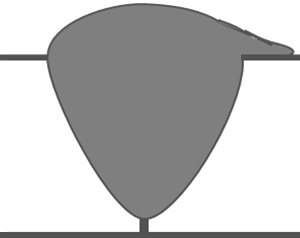
When performing arc welding using TIG welding without a filler rod, the weld bead forms so that it sinks inward resulting in the appearance shown below. This is not an undercut but a normal weld finish.
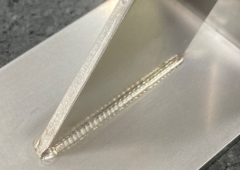
Example of TIG welding without filler rod